 广州菱控自动化科技有限公司
广州菱控自动化科技有限公司
A0J2-32D参数设置三菱A0J2-32D用户手册
产品型号: A0J2-32D
名称: 输入/输出单元
品牌: 三菱
类别: 用户手册
文件语言: 英文
下载地址: 三菱 A0J2-32D 用户手册
2通道。
200/10kpps。
计数输入信号:DC5/12/24V。
外部输入:DC5/12/24V。
比较输出: 晶体管 DC12/24V,0.5A/1点,2A/1 公用A0J2-32D参数设置。
20点端子台。
结构化文本语言是用结构化的描述文本来描述程序的一种编程语言。
它是类似于语言的一种编程语言。在大中
型的PLC系统中,常采用结构化文本来描述控制系统中各个变量的关系A0J2-32D
主要用于其他编程语言较难实现的用户程序编制。
顺序功能流程图语言是为了满足顺序逻辑控制而设计的编程语言A0J2-32D参数设置。
编程时将顺序流程动作的过程分成步和转换条件,
根据转移条件对控制系统的功能流程顺序进行分配,
一步一步的按照顺序动作。
每一步代表一个控制功能任务,用方框表示。
在方框内含有用于完成相应控制功能任务的梯形图逻辑。
这种编程语言使程序结构清晰,易于阅读及维护,
大大减轻编程的工作量,缩短编程和调试时间。
用于系统的规模校大,程序关系较复杂的场合。
顺序功能流程图编程语言的特点:以功能为主线,按照功能流程的顺序分配,条理清楚,便于对用户程序理解,
避免梯形图或其他语言不能顺序动作的缺陷,
同时也避免了用梯形图语言对顺序动作编程时,
由于机械互锁造成用户程序结构复杂、难以理解的缺陷,
用户:A985/975/970/A960GOT(-B)A0J2-32D参数设置。系列名称:A956GOT。
尺寸大小:6英寸。
分辨率:320×240点。
显示设备:STN单色显示屏。
显示颜色:单色(白色和黑色)。
电源:DC24V。
内存卡:1M。
创建系统功能的外部模型设计模型主要是考虑软件的数据结构、总体结构和过程性描述,
界面设计一般只作为附属品,只有对用户的情况(包括年龄、性别、心理情况、文化程度、个性、种族背景等)有所了解,才能设计出有效的用户界面;
根据终端用户对未来系统的假想(简称系统假想)设计用户模型,
终使之与系统实现后得到的系统映象(系统的外部特征)相吻合,
用户才能对系统感到满意并能有效的使用它;
建立用户模型时要充分考虑系统假想给出的信息,
系统映象必须准确地反映系统的语法和语义信息。
总之,只有了解用户、了解任务才能设计出好的人机界面。DC输入点数:8点。
输入电压及电流:DC12/24V 4/10mA。
响应时间:10ms。
8点/1个公共端。
正极共用。
26点端子台。
占用站数:1站。
面板外的类型远程I/O单元(光数据连接用)。
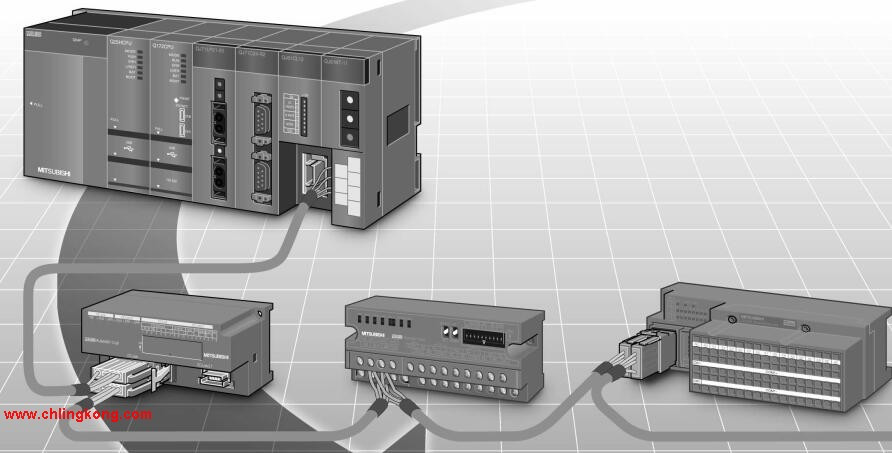
设备层/现场总线CC-Link设备层是把PLC等控制设备和传感器以及驱动设备连接起来的现场网络,
为整个网络系统低层的网络。
采用CC-Link现场总线连接,布线数量大大减少,
提高了系统可维护性。
而且,不只是ON/OFF等开关量的数据,
还可连接ID系统、条形码阅读器、变频器、人机界面等智能化设备,
从完成各种数据的通信,到终端生产信息的管理均可实现,
加上对机器动作状态的集中管理,
使维修保养的工作效率也大有提高。
在Q系列PLC中使用,CC-Link的功能更好,
而且使用更简便。
三菱公司PLC网络继承了传统使用的MELSEC网络,
并使其在性能、功能、使用简便等方面更胜一筹。
提供层次清晰的三层网络,针对各种用途提供合适的网络产品。
信息层/Ethernet(以太网)信息层为网络系统中高层,
主要是在PLC、设备控制器以及生产管理用PC之间传输生产管理信息、质量管理信息及设备的运转情况等数据,
信息层使用普遍的Ethernet。
它不仅能够连接windows系统的PC、UNIX系统的工作站等,,
而且还能连接各种FA设备A0J2-32D用户手册。
Ethernet模块具有了日益普及的因特网电电子邮件收发功能,
使用户无论在的任何地方都可以方便地收发生产信息邮件,
构筑远程监视管理系统A0J2-32D用户手册。
同时,利用因特网的FTP服务器功能及MELSEC专用协议可以很容易的实现程序的上传/下载和信息的传输。
200/10kpps。
计数输入信号:DC5/12/24V。
外部输入:DC5/12/24V。
比较输出: 晶体管 DC12/24V,0.5A/1点,2A/1 公用A0J2-32D参数设置。
20点端子台。
结构化文本语言是用结构化的描述文本来描述程序的一种编程语言。
它是类似于语言的一种编程语言。在大中
型的PLC系统中,常采用结构化文本来描述控制系统中各个变量的关系A0J2-32D
主要用于其他编程语言较难实现的用户程序编制。
顺序功能流程图语言是为了满足顺序逻辑控制而设计的编程语言A0J2-32D参数设置。
编程时将顺序流程动作的过程分成步和转换条件,
根据转移条件对控制系统的功能流程顺序进行分配,
一步一步的按照顺序动作。
每一步代表一个控制功能任务,用方框表示。
在方框内含有用于完成相应控制功能任务的梯形图逻辑。
这种编程语言使程序结构清晰,易于阅读及维护,
大大减轻编程的工作量,缩短编程和调试时间。
用于系统的规模校大,程序关系较复杂的场合。
顺序功能流程图编程语言的特点:以功能为主线,按照功能流程的顺序分配,条理清楚,便于对用户程序理解,
避免梯形图或其他语言不能顺序动作的缺陷,
同时也避免了用梯形图语言对顺序动作编程时,
由于机械互锁造成用户程序结构复杂、难以理解的缺陷,
用户:A985/975/970/A960GOT(-B)A0J2-32D参数设置。系列名称:A956GOT。
尺寸大小:6英寸。
分辨率:320×240点。
显示设备:STN单色显示屏。
显示颜色:单色(白色和黑色)。
电源:DC24V。
内存卡:1M。
创建系统功能的外部模型设计模型主要是考虑软件的数据结构、总体结构和过程性描述,
界面设计一般只作为附属品,只有对用户的情况(包括年龄、性别、心理情况、文化程度、个性、种族背景等)有所了解,才能设计出有效的用户界面;
根据终端用户对未来系统的假想(简称系统假想)设计用户模型,
终使之与系统实现后得到的系统映象(系统的外部特征)相吻合,
用户才能对系统感到满意并能有效的使用它;
建立用户模型时要充分考虑系统假想给出的信息,
系统映象必须准确地反映系统的语法和语义信息。
总之,只有了解用户、了解任务才能设计出好的人机界面。DC输入点数:8点。
输入电压及电流:DC12/24V 4/10mA。
响应时间:10ms。
8点/1个公共端。
正极共用。
26点端子台。
占用站数:1站。
面板外的类型远程I/O单元(光数据连接用)。
设备层/现场总线CC-Link设备层是把PLC等控制设备和传感器以及驱动设备连接起来的现场网络,
为整个网络系统低层的网络。
采用CC-Link现场总线连接,布线数量大大减少,
提高了系统可维护性。
而且,不只是ON/OFF等开关量的数据,
还可连接ID系统、条形码阅读器、变频器、人机界面等智能化设备,
从完成各种数据的通信,到终端生产信息的管理均可实现,
加上对机器动作状态的集中管理,
使维修保养的工作效率也大有提高。
在Q系列PLC中使用,CC-Link的功能更好,
而且使用更简便。
三菱公司PLC网络继承了传统使用的MELSEC网络,
并使其在性能、功能、使用简便等方面更胜一筹。
提供层次清晰的三层网络,针对各种用途提供合适的网络产品。
信息层/Ethernet(以太网)信息层为网络系统中高层,
主要是在PLC、设备控制器以及生产管理用PC之间传输生产管理信息、质量管理信息及设备的运转情况等数据,
信息层使用普遍的Ethernet。
它不仅能够连接windows系统的PC、UNIX系统的工作站等,,
而且还能连接各种FA设备A0J2-32D用户手册。
Ethernet模块具有了日益普及的因特网电电子邮件收发功能,
使用户无论在的任何地方都可以方便地收发生产信息邮件,
构筑远程监视管理系统A0J2-32D用户手册。
同时,利用因特网的FTP服务器功能及MELSEC专用协议可以很容易的实现程序的上传/下载和信息的传输。
相关产品
三菱
DC 输入/继电器输出模块
A0J2-E28DR
输入点数:16点。
输入电压及电流:DC12/24V 3/7

三菱
DC输入模块
AJ35TC1-32D
DC输入点数:32点。
输入电压及电流:DC24V 5mA。
三菱
连接电缆
A0J2-C03

横向放置用电缆。
长度:300mm。
三菱PLC程序模拟调试